
铝合金去应力(铝合金去应力退火)

对铝合金去应力,要求很高,求助大家一般有用什么方法可以完成
你都没有说明白是什么牌号的铝合金,挺难回答你这个问题啊。采用完全退火吧:升温不要太快;退火后随炉冷却到200℃以下再出炉。
7050铝合金去应力退火工艺
T5是固溶处理+部分人工时效,可以采用两种方法:
1、465~475℃加热,淬水,140℃时效16小时。
2、465~475℃加热,淬水,分级时效:120℃时效3小时,然后升温至160时效3小时。
T4是固溶处理+自然时效,固溶处理温度同上。
我要的是去应力退火
铝材如何消除应力,消除应力是否会改变铝材的硬度?
铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。 (3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含

铝合金消除加工应力的方法是什么?
1、自然时效
通过自然放置消除应力,这种方法耗时过长,难以适应现代科技及生产需要;
2、热时效法
把工件放进热时效炉中进行热处理,慢慢消除应力。
3、亚共振来消除应力
这种方法虽然解决了热时效的环保问题,但是使用起来相当烦琐,要针对不同形状的工件编制不同的时效工艺,如果有几百上千种工件就要编几百上千种工艺。
而且在生产时操作相当复杂,需要操作者确定处理参数,复杂工件必须是熟练的专业技术人员才能操作。更令人遗憾的是这种方法只能消除23%的工件应力,无法达到处理所有工件的目的。
4、振动时效消除应力
通过机械组装使之形成了一整套消除应力设备,它可以使工件在短时间内达到消除应力的作用,覆盖所有需要消除应力的工件。
用频谱分析优选五个频率以多振型的处理方法达到消除工件应力的目的,所有形状大小的工件都可以使用这种设备完成,将激振器夹在工件上进行振动就可以达到消除应力的效果。
相比其他方法,。举例来说,15吨左右的热时效炉,燃料多数使用电或天然气,每天开炉一次,时效成本在3000元以上,以每年使用300天计算,仅电或天然气费用每年为90万元。因为城市环保问题日益严重,热时效炉均远离城区,还要计算运输成本和时间成本。
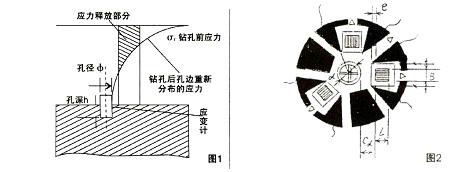
应力测量工具:
应力仪或者应变仪是来测定物体由于内应力的仪器。一般通过采集应变片的信号,而转化为电信号进行分析和测量。
方法是:将应变片贴在被测定物上,使其随着被测定物的应变一起伸缩,这样里面的金属箔材就随着应变伸长或缩短。很多金属在机械性地伸长或缩短时其电阻会随之变化。
应变片就是应用这个原理,通过测量电阻的变化而对应变进行测定。一般应变片的敏感栅使用的是铜铬合金,其电阻变化率为常数,与应变成正比例关系。
通过惠斯通电桥,便可以将这种电阻的比例关系转化为电压。然后不同的仪器,可以将这种电压的变化转化成可以测量的数据。
对于应力仪或者应变仪,关键的指标有: 测试精度,采样速度,测试可以支持的通道数,动态范围,支持的应变片型号等。并且,应力仪所配套的软件也至关重要,需要能够实时显示,实时分析,实时记录等各种功能,高端的软件还具有各种信号处理能力。
参考资料来源:百度百科-消除应力回复 5# 能给我论坛的地址吗?我是做铝合金的热处理的1. 时效消除法
时效消除法是降低淬火残余应力的传统方法。由于铝合金材料尤其是航空用铝合金材料对温度非常敏感,时效温度的提高,必然明显降低强度指标,使MgZn2等强化相析出过多,产生过时效现象。因此,淬火后时效处理通常在较低温度(小于200-250℃)下进行,因而影响了应力消除效果(仅为10-35%)。
2. 机械拉伸法
机械拉伸法消除应力的原理是将淬火后的铝合金板材,沿轧制方向施加一定量的**拉伸塑性变形,使拉伸应力与原来的淬火残余应力叠加后发生塑性变形,使残余应力得以缓和与释放。有关研究结果表明,机械拉伸法更高可消除90%以上的残余应力。但该种方法仅适合于形状简单的零件,且对拉伸前铝合金板材的组织均匀性要求较高,多用于铝加工工厂。
3. 模冷压法
模冷压法是在一个特制的精整模具中,通过严格控制的限量冷整形来消除复杂形状铝合金模锻件中的残余应力。事实上“模压”这种叫法不够确切,因为其主要作用机理是使铝合金模锻件的局部材料受“拉伸”或者“压缩”作用。当精整模具压下时,精整凸模嵌入到铝合金模锻件端面、缘(筋)条的拔模斜度上,实际上使模锻件的腹板部分产生“拉伸”作用。因此,该种方法是调整而不是消除零件的整体应力水平,它使铝合金模锻件上某些部位的残余应力得到释放的同时,有可能使其他部位的残余应力增大。1、通过粗精加工分开2、可以粗加工后进行低温加热100~150左右消除应力,降温后再加工
原文链接:优钢网 » 铝合金去应力(铝合金去应力退火)






发表评论