
模具钢网:gcr15的淬火温度(GCr15淬火温度)

Gcr15材质15hrc高频淬火硬度Gcr15材质调制后15Hr
GCr15淬火后硬度可达HRC61-65
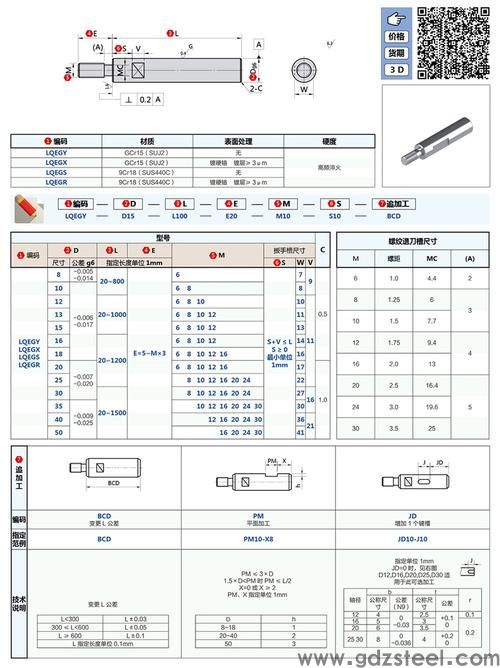
淬火热处理的水温度有何要求?
淬火的水温度一般不超过30
GCr15怎样淬火
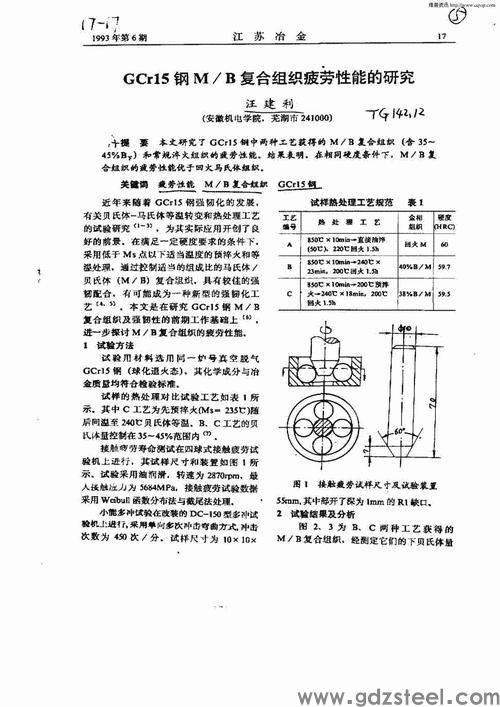
淬火前需要进行“球化退火”
淬 火温度860度,使用热处理油gcr15的淬硬深度没有这么大,想要更好的硬度建议换材料。可选其他轴承钢
GCr15 轴承钢 的热处理工艺及热处理作用
GCr15钢是一种合金含量较少、具有良好性能、应用更广泛的高碳铬轴承钢。GCr15轴承钢热处理后具有高而均匀的硬度、良好的耐磨性、高的接触疲劳性能。
(1)预先热处理
①正火:铬轴承钢正火工艺,工件透热后保温40~60min,冷却需要较快,正火之后立即转为球化退火。
②球化退火:GCr15铬轴承钢常采用等温球化退火工艺,790℃被认为是更佳的球化加热温度。退火前需加热到900~920℃,保温2/3~1h后正火。
保温时间随工件大小、加热炉的均匀性、装炉方法及装炉量、退火前的原始组织均匀性而定。
低温球化退火主要适用于冷冲球、冷挤压套圈的再结晶退火。
普通球化退火、等温球化退火主要适用于锻造套圈、热冲球以及横锻球的退火。铬轴承钢球化退火工艺。
(2)更终热处理
①轴承零件:一般采用淬火和低温回火,其目的是提高钢的强度、硬度、耐磨性与抗疲劳性能。GCr15钢淬火温度在820~860℃,油淬临界直径为25mm。一般采用油冷淬火。加热保温时间比合金工具钢长,盐浴加热系数取值0.8~1.5min/mm。空气炉加热系数1.5~2min/mm。
160℃±10℃的低温回火,回火时间一般为2~4h。
精密轴承零件为稳定尺寸,淬火后应进行-60~80℃冷处理,保温时间为2~4h,冷处理后零件恢复到室温,在4h内进行回火,以防止零件开裂。
低温回火时未能完全消除的残留应力在磨削加工后会重新分布。这两种应力会导致零件尺寸发生变化,甚至会产生龟裂。为此,应再进行一次补充回火,回火温度为120~160℃,保温5~10h或更长。
②工模具GCr15热处理:由于此钢容易产生白点缺陷,大型工模具热处理容易开裂,采用缓慢加热或690℃长时间(大于5h)分段等温可以降低开裂概率,奥氏体化温度选择810℃±10℃,保温系数a=1.6~0.9min/mm。大于60mm直径的工件需要水油双液淬火。【gcr15轴承钢热处理用淬火油】一般零件普通淬火油,大型零件用快速淬火油:
1、普通淬火油:普通淬火油是热处理通用的油品之一,具有相对较慢的冷却速度,是用石蜡基本润滑油经精制后加入催冷剂、抗氧化剂等调制而成。在油温80℃时其特性温度不低于520℃,由800℃冷却到400℃的时间不大于5.0s。通常用于淬透性能够达到的中小型fag轴承套圈和滚动体。
2、快速淬火油:为了适应热处理工艺的要求,提高fag轴承零件热处理后的机械强度,需要采用冷却速度快的淬火油。快速淬火油是在精制石蜡基润滑油中加入催冷剂、清净剂和抗氧化添加剂等调配而成的。油温80℃时其特性温度不低于600℃,由800℃冷到400℃的时间不大于4.0s。快速淬火油可提高零件淬火后的表面硬度和淬硬层深度,提高材料的力学性能,可用于gcrl5钢制大中型、截面尺寸较大的轴承,以及渗碳、碳共渗的淬火冷却。
【淬火油】是一种工艺用油,用做淬火介质。无论什么工件的淬火对淬火油的更基本的要求是淬火油性能的稳定,尤其是淬火油的冷却性能。淬火油是一种多组分的高分子有机化合物,随时都在变化之中,因此对淬火油的现场管理就十分重要。淬火油的技术指标很多,有理化指标、冷却性能指标、抗氧化性能指标、光亮性能指标、饱和蒸汽压等。在现场主要是控制淬火油的冷却性能。按照sh 0564《热处理油》的规定是:特性温度、800-400℃的冷却时间和800-300℃的冷却时间。前两项是淬火油的高温区冷却性能,后一项是淬火油的低温区冷却性能。
原文链接:优钢网 » 模具钢网:gcr15的淬火温度(GCr15淬火温度)






发表评论